一、铣刀的类型:
1、圆柱形铣刀
用于卧式铣床上加工平面。刀齿分布在铣刀的圆周上,按齿形分为直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀齿数少,刀齿强度高,容屑空间大,适用于粗加工;细齿铣刀适用于精加工。
2、面铣刀
用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。
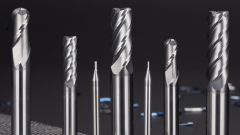
3、立铣刀
用于加工沟槽和台阶面等,刀齿在圆周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴向进给。
4、三面刃铣刀
用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5、角度铣刀
用于铣削成一定角度的沟槽,有单角和双角铣刀两种。
6、锯片铣刀
用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣切时的摩擦,刀齿两侧有15′~1°的副偏角。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
7、T形铣刀
用来铣T形槽。
二、铣刀都有哪些种类和材质:
(1)高速工具钢:是以钨、铬、钒、钼、钴为主要合金元素的高合金工具钢。由于含有大量高硬度的碳化物,热处理后硬度可达63—70HRC,热硬性温度达550—600摄氏度,具有较好的切削性能,切削速度一般为16—35m/min。
高速工具钢的强度较高,韧性也较好,能磨出锋利的刃口,且具有良好的工艺性,是制造铣刀的良好材料。 切削部分材料为高速工具钢的铣刀有整体式和镶齿式两种。 一般形状较复杂的铣刀都是高速工具钢铣刀。
(2)硬质合金:以钴为黏结剂,将高硬度难熔的金属碳化物粉末用粉末冶金方法黏结制成。 其常温硬度达89—94HRA,热硬性温度高达900—1000摄氏度,耐磨性好,切削速度可比高速工具钢高4—7倍。可用作高速切削和加工硬度超过40HRC的硬材料。但其韧性差,承受冲击、振动能力差;刀刃不易磨得非常锐利, 因此低速时切削性能差;加工工艺性较差。
硬质合金多用于制造高速切削用铣刀。铣刀大都不是整体式,而是将硬质合金刀片以焊接或机械夹固的方法镶装于铣刀刀体上。
常用的硬质合金有以下三类:
钨钴类:由碳化钨和黏结剂钴组成。其抗弯强度较高,冲击韧性和导热性较好,主要用来切削脆性材料,如铸铁、青铜等。
钨钛钴类:由碳化钨、碳化钛和黏结剂钴组成。其硬度高,耐热性好,但冲击韧性差,主要用来切削韧性材料,如碳钢等。
钨钛钽(铌)钴类:在钨钛钴类硬质合金中加入少量碳化钽(碳化铌)后派生而成。碳化钽的加入提高了硬质合金的强度、韧性、耐热性和抗氧化能力,主要用来切削不锈钢、耐热钢、高强度钢等难切削材料。此外,也能适应一般钢件、铸铁、有色金属材料的切削, 因而称为通用硬质合金。