钨钢铣刀加工除了机床本身的夹紧力外,铣刀切削刃的切削阻力在加工过程中也至关重要。此外,由于深度原因,铣刀加工比普通孔加工需要更长的排屑路径。如果排屑通常不容易引起排屑缠结和粘屑,不仅会损坏孔的内壁,还会损坏铣刀的刃口带,从而降低铣刀的使用寿命,影响加工成本。
1.钻钢零件时,请确保充分冷却,并使用金属切削液。
2.钻杆刚度好,导轨间隙小,可提高钻孔精度和铣刀寿命。
3.确保磁座与工件之间的光滑和清洁。
4.钻薄板时加固工件,钻大工件时保证工件的稳定性。
5.钻孔开始和结束时,进给速度应降低1/3。
6.用于钻孔时含有大量细粉的材料,如铸铁、铸铜等。压缩空气可以用来代替冷却剂来帮助清除碎屑。
7.及时清理钻体上缠绕的铁屑,确保排屑顺畅。
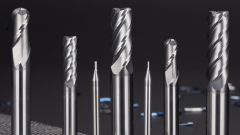
钨钢铣刀通常有两种方法,一种是焊接铣刀,另一种是机械加工铣刀。铣刀和铣刀采用内部排屑。不同之处在于,焊接铣刀和铣刀的刀片不能一次更换。加工铣刀钻的刀片可以交换,刀体可以长时间使用,刀片可以更换。由于铣刀钻的铣刀是由硬合金制成的,因此枪钻的切割速度远高于高速钢铣刀。这可以提高每分钟枪钻的进给速度。此外,在使用高压冷却液时,其切屑可以很好地从加工孔中排出,无需定期拔出刀具。