立铣刀和键槽铣刀有的人会傻傻的搞不清,尽管他们的应用在一些情景下是类似的,可是并不代表着他们能互相取代,今日诺诺就来给大伙儿科谱一下:立铣刀和键槽铣刀的差别是啥?不一样的立铣刀如何区分应用?拿好小手记了没有?一起来学习培训喽~
立铣刀和键槽铣刀的差别是啥?
1、主要用途不一样
立柱式铣刀用以生产加工平面图或圆面,其直径规格相对性比较宽松,而键槽铣刀用以生产加工键槽,其直径尺寸立即危害键槽与键槽的配对品质,因而尺寸公差更严苛。
2、刀齿数量不一样
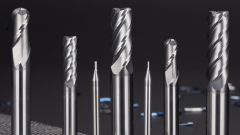
立铣刀一般具备三个之上的刀齿,键槽铣刀一般为2个刀齿。
3、刃带的差别
立铣刀为了更好地提升工作效能,有好几条刃带,直徑越大刃带越大;键槽铣刀一般有2条刃带,主要是为了更好地能像麻花钻一样,开展径向走刀。
4、下刀不一样
立铣刀不可以径向直穿下刀,务必在轴向挪动时才可以与此同时径向下刀;键槽铣刀能够 径向直穿下刀,等同于麻花钻,能够 钻出来厚底孔。
1、刃数、刃长不一样的立铣刀
依据立铣刀的切削方法来挑选刃数。
比如,在开展切削总宽与刀具直徑同样的管沟切削时,必须很大的容屑槽,这时一般挑选2刃立铣刀。而在开展切削总宽较小的侧边切削时,应优先选择考虑到刀具刚度,挑选多刃型立铣刀。
刃长的挑选
依据管沟样子的深层等生产加工样子,挑选最好立铣刀刃长。假如重视再碾磨的频次而挑选刃口太长的立铣刀时,会造成颤振,造成没法充分运用立铣刀应该有的特点,进而导致难以达到高精密的深度加工面等负面影响。
2、不一样螺旋角的立铣刀
立铣刀的螺旋角越大,产品工件与切削刃的触碰长短就越长。那样能够 减少单位长度切削刃所承担的负荷,因而能延长刀具使用寿命。但与此同时,切削摩擦阻力会增大,因而务必考虑到选用夹紧刚度高的筒夹。
针对不锈钢板类导热率较低且对刃尖遇热危害很大的难切削原材料,选用大螺旋角型立铣刀开展切削,有利于增加刀具使用寿命。除此之外,深度加工面的特点因螺旋角而发生改变。比如,需开展光滑深度加工时,有时候也可应用大螺旋角型立铣刀。
可是,应用大螺旋角型立铣刀时,切削摩擦阻力会扩大、右螺旋角刀具向外滑脱的力也会增大,因而务必采取有效对策,如应用夹紧刚度高的筒夹。
尽管可保证刀具的刚度,但在金属薄板生产加工等产品工件刚度较低的状况下,有时候也会应用小螺旋角型立铣刀。