2022-04-16
钨钢铣刀的维护技巧
钨钢铣刀加工除了机床本身的夹紧力外,铣刀切削刃的切削阻力在加工过程中也至关重要。此外,由于深度原因,铣...
发布日期: 2021-07-21 10:05 作者:伊伯特
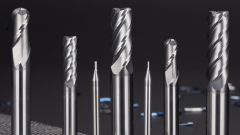
主页 > 最新资讯 > 行业资讯 >因为铣刀在现阶段的钻削加工中,基本上可替代绝大多数的传统式切削工具,故不管在铣刀的原材料、造型设计、构造这些设计方案生产制造上,不仅类型极其多种多样并且繁杂。那麼平头铣刀和键槽铣刀有哪些不同点呢?如今由大家伊伯特为大伙儿汇总一下:
一.外观设计不一样
平头铣刀和键槽铣刀尽管外型看见类似,实际上 或是有不同之处的。
平头铣刀:直径规格较为比较宽松,刀齿呈螺旋状。
键槽铣刀:键槽铣刀小螺旋角、槽深、类似平行线折背,和麻花钻头有点儿类似。一般仅有2个刀齿,其内孔刀齿的刃口拓宽至中心,既像平头铣刀,又像麻花钻。
二.特性不一样
平头铣刀和键槽铣刀最关键的差别取决于其特性上:
1.刀齿总数不一样
刀齿上总数不一样都是会决策数控刀片用以不一样的加工种类。
平头铣刀:平头铣刀不但有三齿,也有两齿、四齿这些,侧刃钻削稳定,高效率较高,并且平头铣刀直径规格较为比较宽松,一般用以加工表层。
键槽铣刀:为了更好地减少轴向切削速度的危害,都是会将刀齿设计方案成2个相互之间对称性的刀齿,让2个刀齿在工作中时轴向力相互之间相抵,因此能够一次性加工出和数控刀片旋转直徑同样总宽的键槽。键槽铣刀的钻削量要比平头铣刀大。
2.有没有中心孔
铣刀的中心孔会决策到铣刀能不能立即往下下刀。
平头铣刀:平头铣刀内孔是有中心孔,不能够立即向下下刀,下刀深了中心孔会抵住造成铣刀没法再次下刀,因此不太适用削键槽。
键槽铣刀:键槽铣刀的内孔是沒有中心孔,能够立即往下下刀,等同于麻花钻,能够钻出来厚底孔,一般关键加工于槽和键槽。
3.刃带总数不一样
刃带的总数对加工孔的表层光滑度、平行度、同心度等都是会有影响。
平头铣刀:有好几条刃带,直徑越大刃带越大,因此才可以提升平头铣刀的工作效能。
键槽铣刀:一般仅有两根刃带,关键开展径向走刀,像麻花钻一样。
4.直径规格不一样
直径规格的不一样会立即危害到键槽与键的相互配合品质,因此尺寸公差会较为严苛。
平头铣刀:直径规格较为比较宽松,因此铣面层面也比较好,较为适用加工表层。
键槽铣刀:直径规格较为高精密,由于键槽加工后规格规定较为高,那样键配入后才不容易松脱。
三.主要用途不一样
平头铣刀:关键用以平面图切削、凹形槽切削、阶梯面切削和仿型切削。
键槽铣刀:关键用以加工键槽。比如,6mm的平头铣刀和6mm的槽铣刀用于铣槽,6mm的平头铣刀会较为非常容易刀断,而6mm的键槽铣刀可以轻轻松松的一刀过。
东莞市伊伯特精密切削工具有限公司
地址:广东省东莞市长安镇万科中心商务写字楼1803室
小程序官网

公众号

微信客服