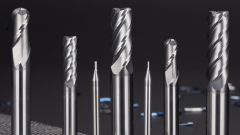
合金钨钢刀具如今的使用量,成逐渐上涨的发展趋势。合金钨钢刀具由于喷漆较为高,因此,现阶段一般只可用生产加工非铁金属材料,铝,铜,复合材质及其石墨制品。在一些铁金属材料的深度加工换句话说小容量的生产加工,在切削温控优良的情形下,稀有金属的深度加工,合金钨钢刀具也主要表现很强的耐磨性能。
硬质合金钨钢刀具有下列二种切削方法:
=
1、顺铣,铣刀的转动方向和切削的走刀方向是同样的,在逐渐切削时铣刀就咬到工件并割下最终的切削。
2、逆铣,铣刀的转动方向和切削的走刀方向是反过来的,铣刀在逐渐切削以前务必在工件上移动一段,以切削薄厚为零逐渐,到切削完毕时切削薄厚做到较大。
顺铣时,切削力将工件压向操作台,逆铣时切削力使工件离去操作台。因为铣面的切削实际效果最好是,通常优选顺铣,仅有当数控车床在外螺纹空隙问题或是有顺铣难以解决的问题时,才考虑到逆铣。
合金钨钢刀具铣刀刀头每一次进到切削时,切削刃都需要承担冲击性负载,载荷尺寸在于切削的截面、工件原材料和切削种类。在理想化情况下,铣刀直徑应比工件总宽大,铣刀轴心线应保持和工件轴线略微离去一些间距。当数控刀片正对着切削核心置放时,非常容易造成毛边。切削刃进到切削和撤出切削时切向切削力的方向将持续转变,车床主轴就很有可能震动并毁坏,刀头可能断裂而且生产加工面将十分不光滑,硬质合金刀具铣刀略微偏移核心,切削力方向将不会再起伏,铣刀可能有一种预负载。